
超声波在传统乳制品加工中的应用有可能为乳制品行业带来巨大的利益,比如可能节省成本和改善产品性能。此外,与其他新兴技术相比,安全性是超声作为处理技术最吸引人的地方。在过去的十年中,该技术迅速成为一种温和的非热加工工具,能够取代或协助许多传统的乳制品加工应用,例如微生物和酶的灭活,乳化系统内的均质化和乳化,乳化,结晶和功能改性。

低频,高功率超声波会产生强烈的空化效应,影响食物系统的物理,机械或化学/生物化学性质。相比之下,高频低功率超声产生相对温和的物理效应,可用于无创分析、监测食品材料和多组分混合物的无损分离。大功率超声在乳品加工中的应用可能导致产生物理力,包括空化、声流、声辐射、剪切、微喷射、冲击波和化学反应,包括产生非常少量的高活性自由基。 在一些应用中使用物理力和化学效应,而大多数乳制品应用集中在单独利用物理力。
乳制品行业最常使用热处理来灭活微生物,作为一种保存和确保食品安全的手段。然而,热处理会使现有胶体颗粒的组成和表面性质发生显著变化,并改变牛奶的物理性质。一些改变如用于改善产品质地的酸奶是可取的,而凝胶在制造超高温牛奶是非常不可取的。因此,保持牛奶质量的新型保鲜技术在乳品工业中引起了一定的关注。超声作为一种替代非热技术的发展趋势,进一步受到其他优势的推动,这些优势包括降低能源消耗、靶向特定生物的能力,以及不需要引入防腐剂。

当超声单独应用时,在真实食品系统的环境条件下,需要强大的能量和较长的接触时间来灭活微生物。因此,最近的改进认识到多种既定技术与超声波结合的组合,如热(热超声,TS),压力(马诺超声,MS),热和压力。通过这些方法进行微生物灭活的有效性取决于超声波的振幅,暴露/接触时间,正在处理的食物的体积,食物的组成,包括存在的微生物的类型和初始数量,以及它们的聚集状态,介质的粘度和处理条件。
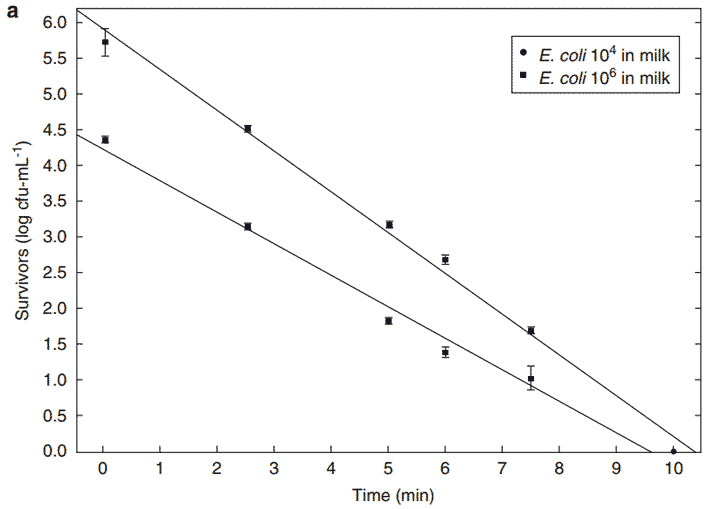
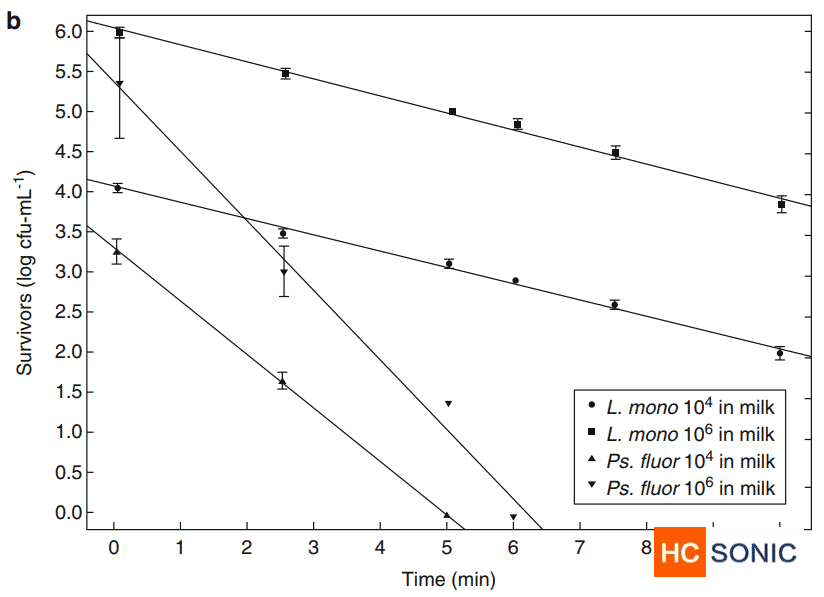
超声波处理结合温和加热(57℃)18分钟导致牛奶中单核细胞增生李斯特菌减少5log,原料乳中总需氧细菌减少5log。究了使用高强度超声波对原料乳中肠杆菌科的灭活,在该研究中改变温度(20℃,40℃和60℃),振幅(120,90和60μm)和时间(6,9和12分钟)。结果表明,超声探头处理时间越长,微生物的失活越明显,特别是在较高的温度和振幅下,微生物显著失活。使用超过124μm振幅的超声波,对于无热处理腐败微生物和潜在的病原体(包括大肠杆菌,荧光假单胞菌和单核细胞增生李斯特菌)是有效的。在该研究中,10分钟内100%大肠杆菌,6分钟内100%荧光假单胞菌和10分钟内99%单核细胞增生李斯特菌减少。单核细胞增生李斯特氏菌和大肠
杆菌在牛奶中也被热处理。
UHT牛奶中不同起始浓度的20 kHz超声波对(a)大肠杆菌,(b)单核细胞增生李斯特菌和荧光假单胞菌的影响。
不仅表明在24kHz的脉冲超声作用在30℃到35℃的温度下对细菌细胞壁和细胞膜造成机械损伤,而且对牛奶具有微生物保护作用,其中乳糖细菌存活的影响最大。在一项单独的研究中,加热(63C)与超声波(24kHz)的协同作用被用来灭活无害李斯特菌,并在10分钟后原料全脂牛奶的嗜温菌数减少0.69log,30 min后减少5.3 log 导致保质期延长。用相同的超声参数(63C和24kHz)处理UHT牛奶,可防止室温下和冷藏16天期间的嗜温细菌生长高于2 log。
世界上对食品安全的需求预计每年都会上升。与消费者相关的主要趋势是保存方便,质量较高、更方便、更“天然”、不含添加剂、营养更健康、并且仍具有高度微生物安全性的乳制品。超声是一种无损靶向技术,不引入防腐剂。然而,然而,目前通过超声波增强牛奶和乳制品超声波处理系统中微生物灭活的研究主要集中与另一种技术的组合或将超声波与其他保存因子相结合,而且还在小规模操作中进行。
